


工业胶带粘接气泡:成因·预防·返工 完整处理方案
#公司新闻 ·2026-06-22 09:00:47

一、方案概述

工业胶带贴合气泡是模切厂、电子组装、五金塑胶喷涂产线高频不良,微小气泡影响外观,大气泡会出现粘接悬空、脱落、进水发白,造成大批量返工报废,拉高生产成本。
90%起泡问题均来自工艺、操作、环境、模切结构不规范,极少为胶带原材料质量缺陷。本文完整覆盖:气泡快速判别、根源成因、事前标准化预防、分级返工修复、分材质专用对策、车间执行SOP。
适用胶带:普通双面胶、泡棉胶、模切成型胶、PET高温遮蔽美纹纸;适用基材:塑胶、五金、玻璃、铝板。
二、现场气泡工况快速判别(一分钟巡检速查)
无需检测设备,依靠起泡时间、气泡外形、分布位置快速锁定故障源头,车间工人可直接对照使用。
1. 按起泡时机区分故障
| 起泡出现时间 | 对应故障工况 | 现场快速整改方案 |
|---|---|---|
| 贴合瞬间立刻起泡 | 贴合手法错误、滚压压力不足、模切死角锁气 | 单向渐进贴合,加大滚轮压力,异形件增加排气缺口 |
| 贴合无泡,静置2-24小时缓慢鼓泡 | 基材油污、脱模剂、粉尘、表面凝露水汽 | 异丙醇单向清洁,充分风干静置再贴合 |
| 常温完好,烘烤加温后批量起泡 | 贴合虚压,内部残留隐形空气受热膨胀 | 二次分段滚压,全程充分排气 |
2. 按气泡外形形态区分故障
| 气泡外观特征 | 故障根源 | 改善方式 |
|---|---|---|
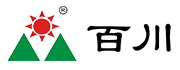
| 分散独立小圆气泡 | 基材粉尘颗粒顶起胶层 | 强化无尘擦拭,无尘车间作业 |
| 长条连续直线气泡 | 压轮不平衡、贴合速度过快 | 校准滚轮水平,降低流水线速度 |
| 仅转角/挖孔固定点位起泡 | 模切无排气槽,封闭死角储气 | 模切增设泄压缺口,贴合优先压实边角 |
| 整片大面积连片鼓包 | 整面一次性盖贴,空气完全锁死 | 一端定位固定,由起点向外匀速排气 |
| 雾状发白微小水泡 | 车间湿度高,基材凝露 | 恒温恒湿20-26℃、湿度40%-60%,延长风干时间 |
3. 按气泡分布位置区分故障
- 随机零散多处起泡:车间粉尘大,基材清洁工序缺失
- 每片胶同一位置固定起泡:模切结构缺陷、贴合治具偏移、滚轮磨损
- 仅胶带边缘集中起泡:边缘未压实,封边锁存空气
- 胶带中间区域起泡:先按压中点,空气无法向外排出
加热起泡排气没做足,圆点气泡粉尘在作怪;
长条气泡滚轮不平衡,固定点位模切有死角;
发白雾泡环境湿度高,中间起泡贴法全错掉。
三、工业胶带贴合气泡八大核心成因
不良占比统计所有气泡底层原理:空气被封闭在胶带与基材夹层内,受压力、温度变化形成可视鼓包。
- 1 基材表面污染(40%不良来源):粉尘、油污、脱模剂、氧化层、拉丝凹凸面形成支点,胶无法完全贴合,周边环绕积气;玻璃、塑胶残留水渍形成水泡。
- 2 人工贴合操作错误:整片下压、中点先压实锁死空气,贴合速度快压力不均,单点局部压实整体排气不彻底。
- 3 模切成型结构缺陷:异形、挖孔、转角无排气泄压槽,排废张力不均,剥离离型纸拉扯胶面褶皱藏气。
- 4 车间温湿度超标:高湿凝露形成水泡;温差大夹层空气热胀冷缩后期鼓泡。
- 5 自动化设备参数异常:滚压压力不足、滚轮软硬不匹配、辊轴不平行、走速过快。
- 6 胶带材质本身特性:泡棉、高回弹胶内部自带空气,一次性重压直接锁气;硬质薄胶对基材平整度要求更高。
- 7 多层复合叠加藏气:双层胶带、遮蔽复合膜多层贴合,每层微小气泡叠加形成连片鼓包。
- 8 后段加温工序诱发隐形气泡:贴合肉眼无泡,烘烤、固化、清洗后内部微量空气膨胀批量显现不良。
四、事前预防:零气泡标准化贴合工艺(根治方案)
气泡只能事前完全预防,返工均会存在附着力隐患,生产管控核心前置标准化操作。
1. 基材除尘除油预处理(强制工序)
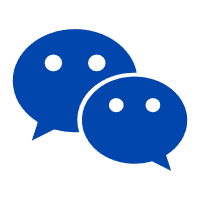
- 无尘布搭配异丙醇/无水酒精单一方向单向擦拭,杜绝来回擦拭二次沾染粉尘。
- 擦拭后热风风干10-20秒,肉眼确认表面无水痕、无油污。
- 高精密产品必须在无尘工作台作业,消除静电吸附粉尘。
2. 单向渐进排气标准贴合手法

3. 模切胶专用防泡设计与操作
- 模切离型剥离全程慢速,控制张力,避免胶面拉伸褶皱。
- 复杂异形件排版增设小型泄压排气槽,消除封闭储气死角。
- 整批模切统一放卷张力,松紧一致减少贴合气泡波动。
4. 滚压设备压力标准化
- 滚轮硬度匹配胶带厚度,校准辊轴完全水平,压力均匀分布。
- 降低流水线走速,延长空气挤出时间。
- 泡棉胶采用两段滚压:第一段轻压排气,第二段重压密着。
5. 车间环境管控标准
车间恒温20–26℃、相对湿度40%–60%;阴雨潮湿天气延长工件风干时间,杜绝表面凝露。
五、事后返工:气泡分级处理规范
根据气泡尺寸、是否混入粉尘、是否经过加温固化分级处理,避免无效返工加剧不良。
可修复微小点状气泡 直径<1mm
处理方式:整体硅胶滚轮重压排气,未烘烤产品修复率极高,利用胶层延展性挤出夹层微量空气。
谨慎修复中型连片鼓包 1-5mm
处理方式:气泡边缘细针头微扎泄压,轻压排空气体后整体压实;仅适用于内部结构件,外观件不建议修复。
禁止修复大气泡、褶皱、带粉尘气泡
胶层拉伸变形、夹层存在颗粒粉尘,修复后附着力大幅下降,后期必然反弹起泡、进水发白,直接报废重贴。
必须报废重贴烘烤加温后浮现隐形气泡
贴合排气工序不达标,夹层残留空气受热膨胀,修复无法根除,同步优化前端贴合工艺。
六、不同材质胶带气泡专项对策
| 胶带品类 | 主要起泡诱因 | 针对性改善方案 |
|---|---|---|
| 普通双面胶 | 基材粉尘、贴合速度快、滚压压力不足 | 单向清洁除尘,单向排气贴合,二次滚压 |
| 模切成型双面胶 | 异形死角、剥离褶皱、模切张力失衡 | 模切增设排气槽,慢速离型,边角优先压实 |
| 泡棉缓冲胶带 | 材料内部含气,一次性重压锁气 | 分段轻压排气,禁止一次性整体重压 |
| 高温遮蔽美纹纸 | 贴合虚压,高温空气膨胀鼓包翘边 | 全程充分滚压压实,杜绝局部虚粘 |
七、车间标准化零气泡贴合SOP
八、车间高频工艺问答FAQ
九、方案总结
工业胶带贴合气泡绝大多数为工艺管控缺陷导致,原材料问题占比极低。根治核心依靠四大前置标准化管控:基材洁净处理、单向排气贴合、设备压力校准、模切排气结构优化,而非依赖事后返工修复。
整套规范落地后,可彻底消除批量气泡不良、降低返工报废成本,稳定提升粘接良率,适配自动化流水线与人工组装产线通用执行。